Yr Wyddgrug Tai Plastig Chwythwr
Mae tai plastig sychwr gwallt, fel cydran amddiffynnol ac esthetig craidd y ddyfais gyfan, yn gyfrifol am ddiogelu'r modur mewnol, y wifren wresogi a chydrannau manwl eraill. Mae angen iddo hefyd ystyried cysur daliad, ymwrthedd tymheredd uchel, a...
- Cludo Cyflym
- Sicrwydd Ansawdd
- Gwasanaeth Cwsmer 24/7
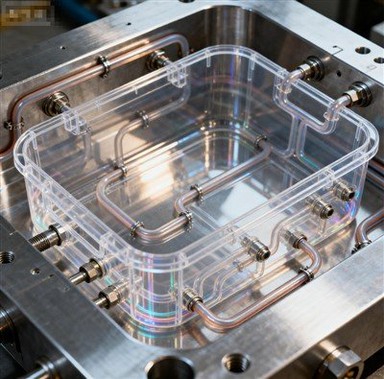
Cyflwyniad Cynnyrch
Mae tai plastig sychwr gwallt, fel cydran amddiffynnol ac esthetig craidd y ddyfais gyfan, yn gyfrifol am ddiogelu'r modur mewnol, y wifren wresogi a chydrannau manwl eraill. Mae angen iddo hefyd ystyried cysur daliad, ymwrthedd tymheredd uchel, a gwead esthetig, wrth ddarparu ar gyfer strwythurau swyddogaethol megis mewnfeydd aer a thyllau botwm. Mae ansawdd y tai plastig yn dylanwadu'n uniongyrchol ar brofiad y defnyddiwr a chystadleurwydd marchnad y cynnyrch. Mae'r -cynhyrchiad o ansawdd uchel o dai plastig y sychwr gwallt yn anwahanadwy oddi wrth ymdrechion cydweithredol tair proses graidd: dylunio llwydni, gweithgynhyrchu llwydni, a mowldio chwistrellu. Mae dyluniad yr Wyddgrug yn sicrhau cywirdeb yn y ffynhonnell, mae prosesau gweithgynhyrchu yn gwarantu ansawdd y gweithredu, ac mae mowldio chwistrellu yn cwblhau'r broses ffurfio. Mae'r tair agwedd hyn yn rhyngddibynnol ac ni all yr un ohonynt fod ar goll.
I. Pwyntiau Allweddol Sychwr Gwallt Tai Plastig Dyluniad yr Wyddgrug
Dyluniad yr Wyddgrug yw'r rhagofyniad craidd ar gyfer sicrhau ansawdd cragen plastig sychwr gwallt. Rhaid iddo alinio'n agos â nodweddion craidd y gragen, sef "ysgafn, siâp afreolaidd, ymwrthedd tymheredd uchel, a thyllau aml-swyddogaethol". Dylai'r ffocws fod ar ddau ddimensiwn mawr: cydnawsedd deunydd a dyluniad strwythurol, er mwyn osgoi diffygion mowldio ymlaen llaw a gosod sylfaen gadarn ar gyfer prosesau a thechnolegau dilynol.
(1) Cydnawsedd Deunydd
Mae angen cyfateb yn union rhwng y llwydni a deunydd plastig y gragen. Ar hyn o bryd, mae'r diwydiant yn defnyddio plastigau peirianneg yn bennaf fel aloi PC/ABS, ABS gwrth-fflam, a neilon wedi'i atgyfnerthu. Mae gan y deunyddiau hyn ymwrthedd tymheredd uchel rhagorol (yn gallu gwrthsefyll tymereddau gweithio o 100–120 gradd), gwydnwch, anhyblygedd, a hylifedd prosesu, ac maent yn bodloni safon gwrth-fflam UL 94 V-0. Gallant nid yn unig fodloni'r gofynion tymheredd uchel ger elfen wresogi cragen y sychwr gwallt a'r gofynion cryfder strwythurol wrth ddal, ond hefyd sicrhau ansawdd ymddangosiad a diogelwch inswleiddio.
Yn ystod y cam dylunio, mae'n hanfodol cyfrifo cyfradd crebachu'r plastig a ddewiswyd yn gywir (er enghraifft, cyfradd crebachu PC / ABS yw 0.5% - 0.7%), a chadw'r lwfans crebachu yn rhesymol ar y cyd â'r priodweddau deunydd. Gall hyn osgoi diffygion megis gwyriad dimensiwn, dadffurfiad, a marciau crebachu ar ôl i'r gragen gael ei ffurfio, gan sicrhau bod y gragen yn cyd-fynd yn union â'r modur mewnol, botymau a chydrannau eraill, a gwarantu awyru llyfn trwy'r cymeriant aer a'r porthladdoedd gwacáu.
Dylai'r dewis o ddeunydd corff llwydni ystyried cywirdeb a bywyd gwasanaeth: ar gyfer swp-gynhyrchu canolig a bach, gellir dewis dur caled P20 cyn; ar gyfer cynhyrchu màs ar raddfa fawr, argymhellir dur gwaith poeth H13 a dylid ei nitridio i wella ymwrthedd gwisgo'r ceudod yn sylweddol ac ymestyn oes gwasanaeth y mowld i dros 500,000 o gylchoedd llwydni.
(2) Dyluniad Strwythurol
Er mwyn bodloni gofynion y gragen allanol, megis "mae'r handlen a'r corff wedi'u ffurfio'n annatod heb farciau llinell amlwg neu wahaniaethau cam, ac mae safleoedd y twll yn fanwl gywir", optimeiddiwyd pedwar strwythur craidd, a threfnwyd adolygiad DFM traws-adrannol.
1. llinell wahanu:Osgowch arwynebau ymddangosiad gwastad A yn llym a thrin ardaloedd gafael. Defnyddiwch fewnosodiad gogwydd / strwythur craidd cilfachog i leihau marciau llinell, gwahaniaethau cam a fflach, tra'n sicrhau ymddangosiad ac agor a chau llyfn.
2. rhedwr poeth a giât:Mae'n well defnyddio gatiau cudd neu giatiau pwynt, gan osgoi ardaloedd golwg / gafael. O ystyried siâp afreolaidd y corff siâp arc a'r handlen hir, trefnwch nifer a lleoliad y gatiau yn rhesymegol i sicrhau bod y toddi yn llenwi'n gyflym ac yn unffurf, lleihau ergydion byr a llinellau weldio, a lleihau gwastraff materol yn y sprue.
3. Oeri + alldafliad + awyrellu:Trefnir y sianeli dŵr oeri ar hyd y siâp, gan ganolbwyntio ar gryfhau'r ardaloedd â thrwch wal anwastad fel y cysylltiad rhwng y corff a'r handlen, a'r allfa aer. Cyflawnir alldaflu trwy gyfuniad o binnau ejector a phlatiau gwthio, gan osgoi arwynebau ymddangosiad a thyllau swyddogaethol. Ar gyfer ceudodau cymhleth, defnyddiwch falfiau dymchwel / ôl-dynadwy cilfachog. Dyfnder yr awyrell yw 0.02-0.04mm a'r lled yw 4-6mm, wedi'i osod yn union ar ddiwedd y llif toddi.
4. Cronfa wrth gefn ar gyfer strwythurau swyddogaethol:Dyluniwch leoliadau ffurfio twll clo a fewnfa aer yn fanwl gywir i sicrhau cywirdeb twll ac ymylon llyfn, gan osgoi prosesu eilaidd yn ddiweddarach a lleihau costau.

II. Proses Gweithgynhyrchu Cregyn Plastig ar gyfer Sychwr Gwallt
Gweithgynhyrchu llwydni yw'r cam craidd wrth drosi cynlluniau dylunio yn offer cynhyrchu. Mae'n dilyn egwyddorion "prosesu manwl gywir, cynulliad safonol, a dadfygio llym", ac yn cymryd i ystyriaeth nodweddion waliau tenau, siapiau afreolaidd, a manylion lluosog, gan reoli cywirdeb pob proses mewn tri cham i sicrhau hyd oes a ffurfio sefydlogrwydd y mowldiau.
(1) Gwaith paratoadol
1. Adolygiad o luniadau dylunio + efelychiad CAE (Moldflow): Gwirio llenwi, oeri, warpage, a gwneud y gorau o ddyluniadau giât a dyfrffyrdd;
2. Caffael deunydd a chyn-driniaeth: Paratoi deunyddiau yn unol â manylebau, perfformio triniaeth diffodd ar ddur H13 i ddileu straen mewnol;
3. Dewis cydrannau safonol: Dewiswch gydrannau safonol brand adnabyddus ar gyfer pinnau tywys, pinnau alldaflu, sbringiau, modrwyau selio, ac ati, i sicrhau cyfnewidioldeb a gwydnwch.
(2) Prosesu manwl (cadwyn proses gyflawn)
1. melino CNC / peiriannu garw CNC: Tynnwch y gormodedd yn gyflym, gan adael 0.3-0.5mm ar gyfer peiriannu dirwy;
2. Prosesu peiriannu rhyddhau trydanol (EDM): Prosesu ceudodau cymhleth, ceudodau dwfn, slotiau cul, ac ati, sy'n anodd i offer eu cyrraedd, er mwyn sicrhau cywirdeb cyfuchlin;
3. Torri gwifrau (torri gwifrau araf): Prosesu rhannau manwl uchel megis llithryddion a mewnosodiadau, gyda rheolaeth goddefgarwch o ±0.005mm;
4. malu dirwy + caboli: Pwyleg wyneb y ceudod i lefel SPI A2-A1; sgleinio'r wyneb ymddangosiad i orffeniad drych, a pherfformio triniaeth matte / boglynnog ar arwynebau nad ydynt yn ymddangos yn ôl yr angen;
5. Triniaeth wres: Triniaeth nitrid ar gyfer dur H13, gyda chaledwch wyneb uwchlaw HV900, i wella ymwrthedd gwisgo;
6. Prosesu cydrannau: Prosesu ac archwilio cydrannau'n annibynnol fel llithryddion, colofnau canllaw ar oleddf, mecanweithiau alldaflu, ac ati.

III. Proses mowldio chwistrellu a thriniaeth-post
(1) Cyn-triniaeth deunydd crai
Dylid sychu PC/ABS ac ABS gwrth-fflam ar 80-85 gradd am 2-4 awr, gyda'r cynnwys lleithder yn cael ei reoli o dan 0.02%; mae angen sychu neilon wedi'i atgyfnerthu ar 100-110 gradd am fwy na 4 awr i atal swigod a rhediadau arian rhag ffurfio yn ystod mowldio.
(2) Rheoli Paramedrau Proses Graidd
|
Categori paramedr |
Ystod a argymhellir (PC/ABS yn bennaf) |
prif bwynt rheoli |
|
tymheredd |
Côn 230-250 gradd; Yr Wyddgrug 70-80 gradd; Gwahaniaeth tymheredd Llai na neu'n hafal i 5 gradd |
Tymheredd llwydni ABS gwrth-fflam: 50–70 gradd ; oeri cydymffurfio i gryfhau ardaloedd â thrwch wal anwastad; peiriant tymheredd llwydni wedi cau-rheoli dolen |
|
pwysau |
Pwysedd chwistrellu: 80–120 MPa (wal tenau)/ 60–80 MPa (wal trwchus); Pwysedd dal: 40-70 MPa (50% -60% o bwysau pigiad); Pwysau cefn: 0.5–1.5 MPa |
Mae pwysau gormodol yn debygol o achosi ergyd ymyl-i ffwrdd / straen mewnol yn rhy uchel; mae gwasgedd rhy isel yn debygol o arwain at ergydion byr; mae pwysedd cefn yn atal entrainment aer. |
|
时间 |
Chwistrellu am 3-8 eiliad; dal pwysau am 10-20 eiliad; oer am 15-30 eiliad (sy'n cyfrif am 60% -70% o'r cylch) |
Chwistrelliad aml-lefel: Bwydo araf (30–50mm/s), llenwi cymedrol (50–100mm/s), pwysau dal araf (20–30mm/s) |
(3) Postio-gweithdrefnau prosesu
1. Llosgi / Arllwyso gweddillion porthladd: Malu â llaw + caboli mecanyddol i osgoi crafiadau arwyneb;
2. Dileu straen mewnol: Rhowch mewn ffwrn ar 80-100 gradd am 2-4 awr ar gyfer inswleiddio, yna oeri yn araf i dymheredd ystafell i atal warping a chracio yn ddiweddarach;
3. Arolygu a thrin wyneb: Ar ôl glanhau, cynnal arolygiad cynhwysfawr o'r ymddangosiad (dim swigod, indentations, crafiadau) a dimensiynau; yn ôl yr angen, perfformio prosesau megis paentio, electroplatio, IMD/INS, ac ati i wella'r ymddangosiad, gwead a gwydnwch.

IV. Crynodeb Craidd a Gwrthfesurau ar gyfer Diffygion Cyffredin
(1) Crynodeb Craidd
Cyflawnir cynhyrchu ansawdd uchel casin plastig y sychwr gwallt trwy synergedd dwfn dylunio llwydni (cywirdeb deuol deunyddiau a strwythur), gweithgynhyrchu manwl gywir (rheolaeth fanwl trwy gydol y broses), a thechnoleg mowldio chwistrellu (cau -dolen tymheredd / gwasgedd / amser). Yn ystod y cam dylunio, defnyddir efelychiad CAE i nodi ac osgoi diffygion ymlaen llaw. Yn ystod y cam gweithgynhyrchu, mae cywirdeb prosesu a chynulliad yn cael ei reoli'n llym. Yn ystod y cam mowldio chwistrellu, mae paramedrau'n cael eu rheoli'n fanwl gywir ac mae sychu deunydd crai a phrosesu post yn cael eu cynnal yn iawn. Mae pob un o'r tair agwedd yn anhepgor. Mae angen i fentrau gyfuno gofynion swp, targedau cost, a safonau ansawdd, a gwneud y gorau o'r strwythur llwydni a pharamedrau'r broses yn barhaus i gael mantais yng nghystadleuaeth y farchnad.
(2) Tabl Gwrthfesurau Diffyg Cyflym
|
math o ddiffyg |
prif achos |
gwrthfesur |
|
Creithiau / Dolciau |
Trwch wal anwastad, cadw pwysau annigonol, ac oeri anwastad |
Optimeiddio trwch y wal, cynyddu'r pwysau / amser dal, a gwella oeri cydffurfiol yr ardal waliau trwchus. |
|
marc weldio |
Safle giât amhriodol, tymheredd toddi isel, a system wacáu wael |
Addaswch y giât, cynyddwch dymheredd y deunydd, ac ychwanegwch rigol wacáu (0.02-0.04mm o ddyfnder) |
|
trimio |
Grym clampio annigonol, cywirdeb isel yr arwyneb gwahanu, a phwysau chwistrellu gormodol |
Cynyddu'r grym clampio, malu'r wyneb gwahanu, a lleihau'r pwysedd chwistrellu a thymheredd y deunydd |
|
anffurfiad byclo |
Oeri anwastad a straen mewnol uchel |
Optimeiddio'r ddyfrffordd, ymestyn yr amser oeri, ac ychwanegu'r broses anelio |

Tagiau poblogaidd: chwythwr llwydni tai plastig, Tsieina chwythwr llwydni tai plastig gweithgynhyrchwyr, ffatri